When manufacturing customer-specific planetary gears with target volumes of 2,000 –13,000 units per year, it is always expedient to more closely scrutinise production equipment and production processes. With respect to the productivity and efficiency of the overall gear unit production, the engineers at SPN Schwaben Präzision focused in particular on the needle equipment process. In doing so, they concluded that – with manual introduction of needles into planetary gears – five workers were required for the operation of the respective system alone, and with cycle times ranging from 90 to 150 seconds per wheel. An assessment of the costs with regards to the overall economic efficiency of the system made things abundantly clear. Upshot: The costs of designing and developing an automated needle-equipping system would be recouped in less than two years. Further advantage: The entire production process would run significantly faster, irrespective of the applicable order quantity – namely with cycle times of between 20 and 25 seconds for filling one wheel; in other words roughly five times faster than with manual introduction.
SPN goes 4.0: SPN automates parts of the gear unit assembly
SPN Schwaben Präzision has developed its own needle-equipping system for the production of customer-specific planetary gear units, which facilitates significant improvements in efficiency with regards to the overall production of gear components.
Video of the automatic needle-equipping system
SPN could not find any satisfactory and affordable solution on the market that would be as powerful, specific and suitable for SPN’s requirements.
It was therefore decided that SPN would design the needle-equipping system in-house, with the aim of presenting a machine solution that could be precisely tailored to the requirements of the user, and that would enable further cost savings through the utilisation of in-house technical capacities.
Three "technical groups" were established for the mechanical design, with a total of seven external employees (including two groups from the technical college in Aalen, the technical college for technology and mechanical engineering, and one from the technical college in Heidenheim), each of which would be assigned different mechanical development tasks. These were supplemented with a group of in-house interns, who focussed on the software
set-up, combined with the corresponding Industry 4.0-level programming of the complete equipping system. Timo Ebert from the in-house development department took on overall responsibility for the team. The head of the mechatronics department, Wolfram Stahl, supported the interns. Designer Eric Siebachmeyer took care of the technical group from Heidenheim, whilst Mr Ebert took the Aalen technicians under his wing.
SPN Schwaben Präzision itself made a significant contribution to the development of the needle-equipping system, both during conception and in the design phase – yet further proof of the broad range of skills established at the toothing specialist. The parts manufactured in-house for this included not only the gripping tool mounted on the robotic arm, but also the complete feed system including the needle roller separation. Also "made by SPN" were the drawers in which the various pallets bearing the planetary wheels could be introduced, as well as the complete control system set-up and the programming of the machine and its components, including the user guidance.

Equipping the planetary wheels with needles
The functionalities of the equipping system were expressly aligned with the specific requirements of gear unit assembly. The planetary wheels for the required gear units were manufactured here with bearings in three different versions. The equipment of the different bearing sizes takes place independent of the wheel geometry.
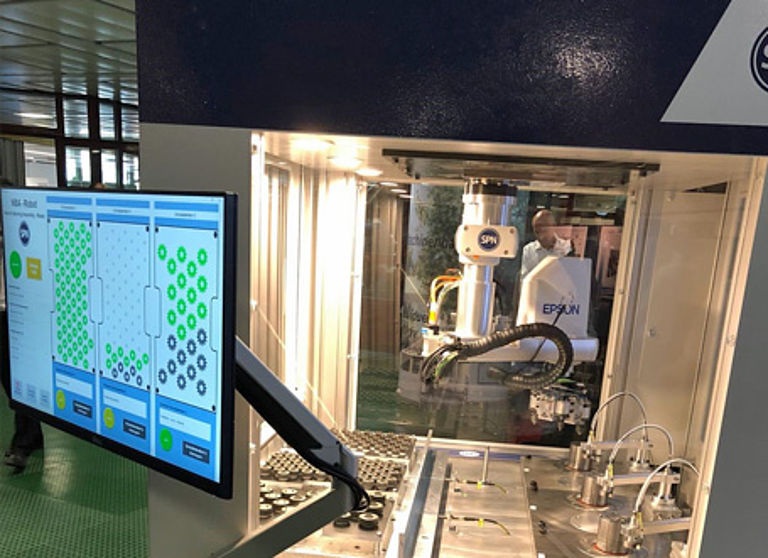
The process sequence in the equipping system has been specifically designed on the basis of a combination of high machining quality, the avoidance of equipping errors and economic efficiency. After the separation stage, each mounting unit takes one needle out of the supply magazine respectively and the needles are then fired into a cycle unit with compressed air. This then supports the needle rollers during the pre-assembly. The pre-assembled ring is subsequently picked up by the robot and transported to the planetary wheels. Prior to this, the necessary pallets with the planetary wheels are placed in one of a total of three drawers. The camera fastened to the gripper arm scans and identifies the respective pallet and determines the location of the gear wheel that is to be equipped. In the next process step, the robot grips a pre-assembled bearing and places this on the pallet. Finally, the system performs a subsequent quality inspection, during which it carefully checks once again that the assembly process has been carried out successfully by "counting" the needle rollers inserted.
Timo Ebert, responsible for the complete project: "The final quality check is essential, to ensure that all of the needles really have been inserted into the bearing as specified. If faults arise here, there is a serious risk that the needles could become tilted during later use and have a braking effect on the wheel – with corresponding and possibly very serious consequences for the application. But once again the automatic needle-equipping system, together with its quality checks, satisfies the requirements of SPN. Ultimately, the error rate in the automated process is significantly lower than in the variants with manual equipping."
The three bearing versions, which the system offers in parallel operation, are completely identical in terms of their quantitative and qualitative functionality. As such, every different combination of pallets, with the various sizes of bearing and needle rollers, is possible and can be processed in parallel.

The team with the needle-equipping system, from left to right: Hermann Klug (mechatronics project management), Sascha Nebrich (dep. training manager), Timo Ebert (needle-equipping system project manager), Wolfram Stahl (mechatronics department head), Felix Meißner (intern), Max Eichmeier (intern)
During this automation project, it was astonishing how practice "overtook" theory in the transition from development to design. As such, the engineers and technicians were working towards an assumed goal of 45 seconds per individual bearing during the development phase of the needle-equipping system. Ebert: “With this value that we envisaged at the start, generally speaking reliability and stability were more important to us than the process speed." The reason for this: "At the beginning, the risks associated with incorrect equipping seemed to be ultimately greater and the negative effects more severe than the advantages that we could hope for through an increase in speed. In addition to this, we were certainly capable of meeting our objectives."
However, it was surprising just how much time could really be saved in comparison to the theoretical value. Ebert: "Instead of our target of 7.5 hours of production time for a volume of 700 planetary wheels, we were able to reduce the time to 4.5 hours or 3 hours for the less complex variants. This naturally resulted in additional saving potentials with regards to the costs of overall production, beyond the total budgeted savings due to the automation. However, equally important to us was the fact that by shortening the process time we would be able to profit from an overall increase in availability and flexibility for production, meaning that we would also be able to provide for additional product ranges in the future."
All processes of the needle-equipping system can be controlled by the system operator on a touchscreen monitor. The control system is also programmed such that it informs the operator in good time when the feed system needs to be topped up with needles again. In all cases, the operator must initiate the insertion of the pallets or the associated unlocking of the drawers via the touchscreen display. Furthermore, the system is fully digitalised with the latest technology. As such, every unit within the system can communicate directly with any other. Accordingly, the industrial PC, which is integrated into the system, has access to all central components and is able to call up important information regarding the status of the system or concerning past or current processes, and pass this information on to a superordinate network.
Do you require a custom drive solution? You can find out more about that here.
Your contact for mechatronics at SPN

Your contact for planetary gearboxes at SPN